招商热线
186-0331-1587
石家庄注塑模具服务商润尚科技为您服务!
招商热线
186-0331-1587

名 称:石家庄润尚科技有限公司
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
网 址:http://www.sjzrsmj.com
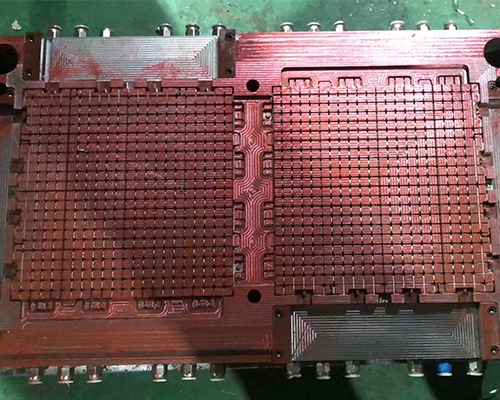
现在塑料的产品到处都是,它们往往都是由注塑加工模具制作而成的,那么这些模具应该有的一些结构都是什么?
1、模具检验:模具的空白部分应按客户要求进行标记。在模架上应按客户指定的位置标出P/N号和橡胶牌号。模孔编号需要标有多个孔。插入的数字应表明设计要求。
2、模具应配备合适的法兰环并开标码。
3、三板成型应由紧固锁和锁钉组成,安装挂钩和防渗水板,先打开弹力圈。
4、模具下板应开合格的上型腔,开孔位置应符合上平衡要求。
5、模具顶出板应装有复位弹簧。合模时,前模板应先接触回位销,否则模具应先装复位机构。
6、行位结构。
(1)走线要顺畅,接触面要开阔。
(2)行位需要安装使线弹出的弹簧,并安装限位装置。
(3) Huff Block沿高度方向移动的总高度不得超过导向室的2/5。
7.弹射机构。
(1)当胶件损坏时,需要用拇指调整,使其不会变形,发白不影响胶件外观。
(2)顶针机构需要灵活、可靠、无功能。
(3)当拇指上表面与圆柱体上部不平时,应将拇指与圆柱体定位。
8、底板上应均匀地布置脏钉,脏钉的高度应相等。
9、对于4545或更高的较大模具,需要添加中间支撑面。一个模具中的气缸数应为16个或更多,并应增加中间支撑侧。
10、驱动器的直径和长度需要合理设置。为保证工艺质量,应尽量缩短工艺流程,尽量减小截面积,以缩短充填和冷却时间。流道通常应提供冷井。
11、孔的分布需要合理,符合一次填满所有孔的原则。门的布置不影响橡胶隔断的外观。